






If you are sourcing rear or front shocks for Yamaha, Kawasaki, or Honda programs in the 10–50k units per year range, with SOP due in six to nine months, you need a playbook that puts cost and delivery first—without dropping compliance balls. This guide turns motorcycle shock absorber OEM supplier criteria into an auditable, standards‑literate framework you can take straight into your RFQ, supplier visits, and PPAP reviews.
What matters most when timelines are tight and budgets fixed? Here’s the deal: every engineering, testing, and quality choice should be judged by how it protects target cost, lead time, and supply assurance.
Cost and delivery first: defining motorcycle shock absorber OEM supplier criteria
Use a weighted scorecard to keep decisions anchored to cost and delivery while still meeting APQP and PPAP expectations. Tailor the weights to your program, but keep cost, lead time, and risk at the center.
| Criterion | What to verify | Evidence to request | Suggested weight |
|---|---|---|---|
| Target cost and transparency | Cost breakdown by material, machining minutes, anodizing/plating, assembly/test time, packaging, freight/duties | Structured cost model, past quotes, takt studies | 25% |
| Lead time and calendar control | Quote lead times for prototypes, tools, pilot, PPAP, and SOP; expedite options | Dated schedules, order histories, capacity calendars | 20% |
| Capacity and surge flexibility | Multiple lines, shift flexibility, run‑at‑rate proof | Line layout, OEE snapshots, significant production run data | 15% |
| Quality system readiness | IATF 16949 certificate and ISO 9001 baseline | Valid certificates from accredited bodies, process audits | 10% |
| PPAP Level 3 capability | Proven Level 3 submissions with similar CTQs | Redacted prior PSWs, sample packages, training records | 10% |
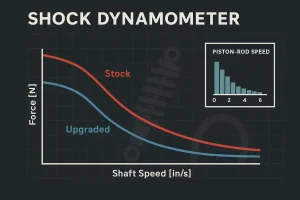
| DV/PV validation competency | Shock dyno, endurance, corrosion per spec | Sample reports, lab scope, equipment IDs | 10% |
| Change control and traceability | ECN discipline, serialization, lot traceability | Procedures, examples, system screenshots | 5% |
| Total | 100% |
Keep the primary keyword in mind as you evaluate: your motorcycle shock absorber OEM supplier criteria should translate into this scorecard so cross‑functional teams can align quickly.
RFQ package and cost model that shorten the calendar
A strong RFQ removes guesswork, reduces back‑and‑forth, and lets suppliers quote to the same baseline. The goal is speed with clarity.
| RFQ checklist item | Why it matters to cost and delivery | What “good” looks like |
|---|---|---|
| Annual volume and ramp by quarter | Drives tooling, staffing, and inventory plans | 10–50k units per year profile with quarterly ramp and SOP month |
| Target cost and breakdown template | Creates apples‑to‑apples comparisons | Mandatory fields for materials, machining minutes, finishing, assembly/test, packaging, logistics |
| Drawings and CTQs | Focuses capability studies and tooling | Clearly marked critical characteristics for shaft OD, bore tolerances, valve stack shims, surface finish |
| PPAP level and timing | Aligns documentation workload | Level 3, staged submissions prior to significant production run |
| DV/PV outline | Bakes validation into quotes | Shock dyno characterization, endurance plan, corrosion standard selection |
| Incoterms and logistics lanes | Avoids landed‑cost surprises | Defined lanes, duties assumptions, packaging specs |
| Tooling ownership and life | Controls change cost and uptime | Ownership terms, maintenance plan, spare sets |
Cost model guidance
- Insist on a structured cost model. At minimum, capture materials by alloy and mass, machining minutes by operation family, finishing process steps (e.g., Type II vs. Type III anodizing), assembly and test time, packaging materials, and logistics.
- Use realistic prototype references for lead times, but distinguish proto from PPAP: according to the Protolabs lead time guidance, CNC machining can be turned in a few days, and adding Type II anodizing often pushes total to roughly a working week. These are prototype norms; automotive documentation and qualification extend schedules. See the Protolabs help center on lead times and finishing comparisons in their explanatory resources: the Protolabs team outlines general lead‑time ranges in the Help Center’s lead time overview, and discusses differences between Type II and Type III anodizing in their anodizing explainer pages:
- Protolabs lead time overview in the help center: see the descriptive resource titled Lead Times in their Help Center, which explains typical machining and finishing timelines for prototypes and low volumes: Protolabs lead time guidance.
- Protolabs blog article comparing Type II and Type III anodizing for machined parts: comparing Type II and Type III anodizing for machined parts.
- Keep landed cost front and center. If two quotes tie on ex‑works price, delivery risk and logistics push the true winner.
Manufacturing and process controls that save money
Process discipline avoids scrap, rework, premium freight, and line downtime. Anchor your asks to recognized frameworks so suppliers know you are serious about both speed and rigor.
- APQP alignment: The Automotive Industry Action Group (AIAG) positions APQP across five linked phases with control plan integration. For a concise overview, see the AIAG Quality Core Tools page describing APQP linkages and the new Control Plan manual alignment: refer to the AIAG Quality Core Tools summary in their expertise area which outlines APQP linkages and the control plan approach: AIAG Quality Core Tools overview. You can also reference the APQP v3 manual listing page for scope and updates: APQP v3 manual page.
- PPAP Level 3 expectations: AIAG defines five submission levels, with Level 3 requiring a complete documentation set with the Part Submission Warrant. The definitive list resides in the AIAG PPAP‑4 manual and related training pages—cite the source rather than reproducing proprietary lists. See AIAG’s PPAP‑4 manual page for authoritative scope: AIAG PPAP‑4 manual page.
- IATF 16949 certification: Motorcycle shock suppliers should be certified to IATF 16949, which builds on ISO 9001. You can confirm the model and sanctioned interpretations in IATF Global Oversight documents such as the FAQ and sanctioned interpretations compilation: review the IATF oversight FAQ document for the two‑manual model context and sanctioned interpretations: IATF 16949 FAQs and sanctioned interpretations.
Instead of listing CTQs as bullets, here’s how to apply them in practice: lock a short list of critical-to-quality dimensions (for example, shaft OD and finish, piston bore roundness, shim stack thickness/flatness, and seal groove tolerances) in your drawing notes, then require capability studies during pre‑launch builds with SPC maintained in the control plan. For measurement credibility, include gage R&R on dyno force calibration and the main dimensional gages. Finally, insist that run‑at‑rate happens on production‑intent tooling, gauges, and equipment so capability reflects real conditions.
DV and PV validation without gold plating
Validation should be just enough to de‑risk field performance while protecting the schedule and budget. Where will a dollar spent return two in risk avoided?
| Category | Purpose | Typical content | Notes |
|---|---|---|---|
| Shock dyno characterization | Verify force–velocity windows, friction, and NVH screening | Compression/rebound F‑V curves across low/mid/high velocities; temperature‑conditioned runs as needed | See the MTS Damper Testing Solutions brochure for system principles and capabilities: MTS Damper Testing Solutions. |
| Endurance durability | Assess wear, seal performance, and force drift | Long‑duration cyclic or block cycle tests at representative amplitudes/velocities | Public vendors avoid numeric acceptance criteria; thresholds are OEM‑defined. MTS durability systems overview: MTS damper durability systems. |
| Corrosion and environment | Validate coating/process robustness | NSS per ASTM B117/ISO 9227; or cyclic alternatives for field correlation | For an NSS explainer, see Intertek’s ASTM B117 overview: ASTM B117 neutral salt spray. For cyclic testing that better reflects field exposure, review SAE’s document description: SAE J2334 cyclic corrosion test. |
| Fit, assembly, and leakage | Confirm assembly controls and sealing | Dimensional audits, leak tests, torque and clearance checks | Align with PFMEA and control plan; record gages and calibration. |
Two practical notes
- Acceptance thresholds for motorcycle programs are OEM‑specific. Public literature from test‑system vendors describes capabilities and methods but not your numeric pass/fail windows. Keep those in your internal spec or CSR. See MTS articles and brochures cited above for method context.
- ISO 9227 is appropriate for standardized salt spray, but it is not intended to predict real‑world life on its own. When correlation matters, choose a cyclic test like SAE J2334 alongside targeted field checks.
The six to nine month launch playbook
A compressed NPI calendar requires parallelization and disciplined gates. Below is a plain‑English outline you can tailor to your program. The motorcycle shock absorber OEM supplier criteria in your scorecard should drive each gate.
| Month | Focus | What to lock |
|---|---|---|
| 0–1 | RFQ and supplier down‑select | Cost model, DV/PV outline, PPAP level and cadence, tooling ownership |
| 1–2 | Prototype tooling and first articles | CTQs verified on samples; dyno method aligned; corrosion test method chosen |
| 2–3 | Parallel DV and process development | PV fixture design; gage R&R; pre‑launch control plan draft |
| 3–4 | Pilot build one and early PPAP elements | Dimensional results, material certs, process flow, PFMEA draft |
| 4–5 | Endurance and corrosion underway | Interim dyno checks; containment plans for findings |
| 5–6 | Significant production run | Run‑at‑rate on production‑intent tooling; initial capability studies |
| 6–7 | PPAP Level 3 submission | Full package with PSW; deviations closed or controlled |
| 7–9 | SOP ramp and monitoring | SPC on CTQs; OTD and PPM tight loop; change control discipline |
Neutral micro‑example for workflow
- For a concrete reference on how an OEM/ODM supplier structures a compressed development flow with repeated dyno characterization and staged documentation, review the development process page from Kingham Tech. The page outlines a step‑by‑step path from rider brief to tooling and SOP that can be adapted to your gates and calendars: Kingham Tech OEM and ODM development process.
Supplier assurance and delivery risk signals
Supply assurance is part of cost. Missed deliveries erase unit‑price wins. Use these signals during audits and QBRs to protect your calendar and landed cost.
- Capacity proofs: Show actual line rates and staffing options. Ask to see run‑at‑rate data tied to equipment IDs and tooling numbers.
- Redundancy: Separate machining and assembly lines where practical, with backup gages and documented recovery plans.
- Change control: Engineering change notices linked to PPAP updates; clear approval matrices; software version control for CNC and test rigs.
- Traceability: Lot serialization tied to material heats and sub‑assemblies.
- Corrosion and finish stability: Documented bath control for anodizing/plating with SPC on key bath parameters.
If you want a sense of what in‑house machining, finishing, and IATF practices look like in a vertically integrated environment, this factory‑tour style page provides useful context on end‑to‑end manufacturing controls: factory tour showing end to end manufacturing and IATF practices.
Regional supplier benchmarking and tradeoffs
Your benchmark is not a premium track‑focused brand. For mid‑volume OEM programs, your target is a cost/performance‑balanced regional supplier with enough process control to pass PPAP and enough lab access to run DV/PV without schedule drama.
- Strengths you can expect: Competitive machining and finishing costs, fast prototype spins, and flexible capacity.
- Watchouts: Documentation maturity can vary; insist on early templates and staged submissions to avoid a late PPAP scramble.
- Practical parity goals: Tight control on CTQs, shock‑dyno method discipline, and clear corrosion test rationale. Do not chase gold‑plated validation if your service environment does not require it.
If you need product‑family context to frame envelopes and mounting patterns during benchmarking discussions, a concise overview page helps you understand typical rear shock architectures and spec ranges in the OEM and OE‑Plus tiers: rear shock absorbers overview.
Next steps for your sourcing program
- Lock the weighted scorecard and RFQ checklist this week; align engineering, quality, and purchasing on the same motorcycle shock absorber OEM supplier criteria.
- Down‑select suppliers on evidence, not promises: staged PPAP examples, dyno reports, corrosion method choices, and capacity proofs.
- Run your six to nine month playbook with parallel DV and process development, and insist on early capability reads on CTQs.
If you want to see a live template for a compressed APQP‑style workflow, the OEM/ODM process reference above is a useful starting point. Then tailor it to your calendar, geography, and target landed cost.
Sources and further reading
- AIAG’s summary of the Core Tools, including how APQP links to control plans: AIAG Quality Core Tools overview.
- AIAG’s listing for the APQP v3 manual, for scope and updates: APQP v3 manual page.
- AIAG’s listing for the PPAP‑4 manual, the canonical reference for Level 3 scope: AIAG PPAP‑4 manual page.
- IATF Global Oversight’s FAQ and sanctioned interpretations on the two‑manual model and related rules: IATF 16949 FAQs and sanctioned interpretations.
- MTS’s brochure on damper testing systems and methods: MTS Damper Testing Solutions.
- Intertek’s explainer on neutral salt spray testing per ASTM B117: ASTM B117 neutral salt spray.
- SAE’s cyclic corrosion test description for better field correlation: SAE J2334 cyclic corrosion test.