






Urban scooters and heavyweight cruisers ask for very different things from the same component: the rear shock. City riders want quiet, plush, low‑speed control over cracked pavement and speed bumps, while long‑distance cruisers demand stability and damping that stays consistent after hours on the highway. If you source, spec, or validate shocks, here’s the deal: motorcycle shock absorber design succeeds when quality systems, measurable validation, and modular platforming come together—so you can tune one core platform for both worlds without sacrificing delivery or consistency.
Why quality systems decide success in motorcycle shock absorber design
In procurement, you don’t buy a promise—you buy a process. For shocks, the most predictive indicators of program success are the supplier’s conformance to IATF 16949/ISO 9001 and their execution of the Core Tools (APQP, Control Plan, PPAP, FMEA, MSA, SPC). According to the Automotive Industry Action Group’s Quality Core Tools overview (2026), these methods operationalize how engineering records turn into stable, traceable production with quantified capability across critical features and tests. See the authoritative summary in the AIAG hub: the Quality Core Tools overview (AIAG, 2026). For program gating and expectations around design release through SOP, APQP guidance remains the baseline reference; AIAG’s APQP 3rd edition overview outlines deliverables buyers can request by phase.
Mapping these practices to shock-specific CTQs (critical-to-quality) makes requirements tangible:
- Damping consistency: documented force–velocity windows at temperature, repeatability per unit, and acceptable drift after heat‑soak.
- Dimensional and torque capability: SPC on piston/bore interfaces, valve stack hardware, and critical torques to control internal leakage paths.
- Traceability and change control: serialized assemblies, material and process lots tied to dyno records, and controlled ECNs for shim stack or oil changes.
What should a buyer explicitly ask for? Use Core Tools language so quality and engineering teams can align quickly.
- Control plan checkpoints: dyno temperature setpoint (e.g., ~32°C/90°F), force checkpoints at agreed velocities, leak/bottom‑out inspection, nitrogen pre‑charge check, and final torque audits on valve/piston assemblies.
- PPAP inclusions: design records, process flow, FMEA summary of cavitation/fade risks and mitigations, MSA (GR&R) on dyno force/temperature channels, capability indices for critical dimensions/torques, and initial sample inspection reports.
- Evidence of 100% end‑of‑line dyno or statistically justified sampling with retained curves per serial.
When suppliers work this way, motorcycle shock absorber design becomes a controllable, repeatable process rather than an art project.
Engineering trade-offs: low-speed NVH vs long‑run thermal stability
City scooters highlight low‑speed events and comfort. Small inputs (pothole lips, expansion joints, painted crosswalks) dominate perception, so the shock’s low‑speed damping and initial stroke sensitivity set the tone. Too much low‑speed compression can feel chattery and noisy; too little can allow wallow. Cruisers, especially when loaded for touring, stress the system thermally: damping oil heats, viscosity drops, and cavitation can creep in if internal pressure management is weak. The result is fade—forces sag below target as the ride goes on.
Practical design levers span both regimes:
- Bleed/orifice sizing: Larger bleeds ease initial flow and improve small‑bump sensitivity; smaller bleeds tighten chassis control but risk harshness at scooter speeds.
- Shim stack architecture: Stack stiffness and preloads shape mid‑ to high‑speed behavior; linear vs. digressive maps can align with scooter plushness or cruiser stability.
- Piston area and flow path geometry: Larger effective area increases force at a given velocity; optimized porting reduces pressure drop and heat generation.
- Oil viscosity and temperature stability: Viscosity curves dictate how force shifts with temperature; consistent baselines depend on controlled fluid spec and test temperature.
- Reservoir configuration and gas pressure: Piggyback/remote reservoirs expand volume and keep the reservoir connected to the low‑pressure side to reduce pressure dips; appropriate gas charge helps resist cavitation.
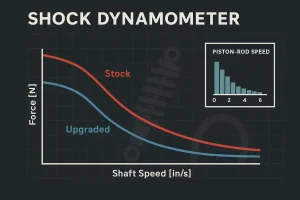
For testing and correlation, temperature control is non‑negotiable. Penske explains that shocks are generally measured near 90°F (≈32°C) because small temperature changes noticeably shift dyno force; their training material also frames low‑, mid‑, and high‑speed velocity bands that tuners commonly reference. See the procedural guidance in Penske’s “How to Read a Shock Dyno Graph” (2021, updated 2026).
On long rides, cavitation control and pressure balance are central. Öhlins’ TTX documentation notes that keeping positive pressure on both compression and rebound reduces cavitation risk and supports more stable damping over time, with reservoir oil flow maintained on the low‑pressure side regardless of movement direction. See the engineering notes in Öhlins’ TTX46/TTX36 manual (2024 update).
Dyno micro‑example: one shock platform, two valving maps (City vs Cruiser)
Method summary (replicable):
- Hardware: same shock body and spring family; two internal valving maps.
- Temperature control: condition the unit to ~32°C (90°F); record oil temperature.
- Profiles: run PVP/CVP sweeps; capture force at 0.10 m/s (low‑speed) and 1.00 m/s (high‑speed proxy).
- Heat‑soak: cycle at moderate energy input to raise fluid temperature; repeat measurements; compute drift.
Context: This example follows the type of procedure buyers can request in a supplier’s control plan. For a neutral, process‑level view of OEM/ODM development and validation artifacts, see the internal process overview at Kingham Tech’s OEM/ODM development workflow.
Results snapshot (illustrative values for method explanation):
| Tune | Force @ 0.10 m/s (N) | Force @ 1.00 m/s (N) | Drift after heat‑soak @ 0.10 m/s | Drift after heat‑soak @ 1.00 m/s |
|---|---|---|---|---|
| City (larger bleed, softer low‑speed) | 320 → 305 | 1,450 → 1,410 | −4.7% | −2.8% |
| Cruiser (tighter low‑speed, reservoir‑optimized flow) | 380 → 370 | 1,620 → 1,590 | −2.6% | −1.9% |
Interpretation:
- City tune emphasizes initial stroke sensitivity; lower low‑speed force reduces small‑bump harshness. Drift is slightly higher at low speed because the softer map relies more on oil viscosity that changes with temperature.
- Cruiser tune holds higher forces, with modest drift after heat‑soak, reflecting better pressure management and reservoir flow for sustained runs. The force shape also tends to be more digressive, supporting stability at speed.
The takeaway for procurement is not the exact numbers—it’s the method. Ask for temperature‑controlled force checkpoints, a repeatable heat‑soak routine, and quantified drift at both low and high test velocities. That’s how you compare suppliers and ensure the chosen motorcycle shock absorber design will hold up from city streets to interstate miles.
Modular SKU strategy to cover scooters and cruisers without bloating inventory
You can meet divergent ride goals without exploding your catalog. The play is a platform core plus variant hooks: share the damper body, piston family, and adjuster hardware; vary only the interfaces and tuning items that match models and rider segments. Think of it as one shock brain with swappable limbs.
Platform versus variants (example matrix):
| Platform Core (shared) | Variant Hooks (configurable) |
|---|---|
| 36–46 mm body diameter | Eye/clevis mounts, spacers, bushings |
| Piston/port family and adjuster hardware | Spring rate bands (e.g., 8–12% steps) |
| Reservoir options (none, piggyback, remote) | Eye‑to‑eye lengths and stroke |
| Valve kit families (city vs cruiser maps) | Hose routing and reservoir orientation |
| Standard finishes | Branded finishes and laser marking |
Inventory impact: A modular architecture lets distributors carry 8–12 core SKUs (by body, reservoir, and piston family) and layer model‑specific interfaces and spring bands. Minimum order quantities settle around the variant hooks rather than the full assembly, reducing dead stock. For OEM or private‑label programs, this also shortens development because validation concentrates on the shared core plus a bounded set of variant risks.
From a quality‑systems view, platforming clarifies documentation: one DFMEA/PFMEA anchor for the core, with controlled deltas for each variant; a base control plan extended by model‑specific checks (mount dimensions, hose routing, and finish tolerances). For buyers, that means faster reviews and cleaner PPAP packages.
Procurement decision checklist and next steps
Bring engineering and quality together with a single acceptance list you can paste into an RFQ or SOW. Tailor numbers to your segment and test equipment.
- Core Tools‑aligned gates: APQP deliverables by phase; PPAP with design record, control plan, FMEA summary, MSA/GR&R on dyno force and temperature, and capability indices for critical dimensions/torques. Reference the AIAG Quality Core Tools (2026) and the APQP overview when framing expectations.
- Dyno acceptance: temperature‑controlled baselines at ~32°C, force checkpoints at agreed velocities (e.g., 0.10 and 1.00 m/s proxies), pre/post heat‑soak drift reported; retain curves per serial or per lot, agreed by program.
- NVH vs thermal map: specify which valving family is intended (city vs cruiser) and acceptable low‑speed force windows vs high‑speed stability bands; confirm reservoir configuration and gas charge targets.
- Sampling and traceability: initial sample size with MSA evidence; serialized units tied to dyno traces and material/lot records; ECN process for any oil, shim, or finish change.
- Tools and fixtures: shock dyno with temperature sensing and control, NVH meter or data logger for road correlation, SPC software for capability tracking, and torque auditing tools for assembly.
If you need a vendor who can work within this framework, review the development flow and artifacts on the Kingham Tech OEM/ODM partner overview and request a Core Tools‑aligned validation plan.
A final thought: with the right methods and a modular platform, motorcycle shock absorber design doesn’t have to choose between quiet city comfort and all‑day highway stability—your process can give you both. Ready to define the acceptance tests that matter most for your riders?