






If you spend enough hours on a hot sand track or wade through mud all afternoon, the weak links in a shock show up fast: rising oil temperature, aeration, fading damping, and—on wet days—contamination that chews through seals. This guide lays out practical, verifiable best practices to extend service life and stabilize performance for two common use cases: Yamaha YZ250F in sandy, high‑impact, high‑heat conditions and Honda CRF450L in muddy, water‑exposed dual‑sport riding. The throughline is simple: control heat, prevent cavitation, keep the valve stack consistent at temperature, and stop water and grit at the door. If your goal is true off-road shock absorber durability, every decision below supports that outcome.
How to read symptoms and choose the right tests
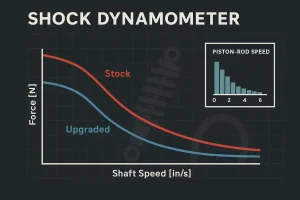
Consistent bottoming late in a moto after holding up earlier usually points to thermal fade or aeration, not just spring rate. A sharp, chattery feel after long whoop sections hints at foaming and hysteresis growth. Sudden loss of damping after a deep water crossing suggests water ingress, and oily film around the shaft or eyelets can mean compromised seals or corrosion undermining a sealing surface. Translate those observations into checks: run pre‑ and post‑heat dyno sweeps to visualize fade; inspect oil for bubbles after high‑frequency cycling; pull the dust wiper and look for mud past the primary lip; measure surface finish and concentricity on rods and bores if you see abnormal seal wear. What would your dyno trace say about the last 10 minutes of your session?
Heat and cavitation control for off-road shock absorber durability
Thermal rise and cavitation are a pair. As oil thins with temperature, local low‑pressure zones near the piston invite vapor bubbles; any entrained gas foams the oil and slashes effective damping. Practical countermeasures:
- Increase oil volume and heat rejection using a piggyback or remote reservoir with a proper gas separator. Nitrogen pre‑charge maintains positive pressure on the oil and suppresses cavitation; for a clear engineering explanation of why charge matters, see the discussion of gas charge fundamentals in the Penske technical blog on nitrogen charging in racing shocks. According to the 2017–2024 materials, correct gas charge is recorded with dyno documentation and is model‑specific, underscoring the need to verify values in official service literature see the principles outlined in the Penske nitrogen charging overview.
- Use high‑VI shock oils with robust anti‑foam packages and validate viscosity‑temperature behavior with supplier datasheets. Monitor fade with controlled thermal cycling rather than relying on feel alone.
- Improve the heat path: aluminum bodies, adequate external surface area, and dark hard‑anodized finishes help radiative and convective cooling in real use.

A monotube with an internal floating piston or a bladder‑reservoir separates gas from oil, which makes maintaining stable gas pressure and consistent damping curves easier under heat and high shaft speeds. Industry training materials and practitioner guides converge on this point, even if specific psi values vary by model; confirm exact targets in the Yamaha or Honda service manuals before setting charge pressure on a given bike.
Valve stability that holds up when hot
Damping that feels perfect at the start of a session but drifts as oil heats is often a valving stability problem. Multi‑stage shim stacks, controlled bleed, and temperature‑aware port geometry help maintain force shape as viscosity changes. You don’t need to guess—treat this like a repeatable engineering problem.
Actionable checkpoints during setup and service:
| Checkpoint | Why it matters | What good looks like |
|---|---|---|
| Shim stack integrity | Prevents force drift from bent or fatigued shims | Measured stacks per drawing, flatness confirmed on a granite plate, torque traceability on valve nut |
| Bleed and bypass control | Holds low‑speed character as oil thins | Documented bleed spec, dyno low‑speed slope within target window after thermal soak |
| Piston and port finish | Reduces local pressure drops and hot‑spot cavitation | Clean edges, deburred ports, consistent Ra; no burr‑induced jetting |
| Piston‑to‑bore clearance | Keeps seal friction reasonable and minimizes bypass leakage | Clearance measured and recorded; bore roundness within tolerance; verified on room‑temp and hot checks |
For a clear overview of why insufficient gas charge and aeration destabilize the force curve over time, compare the engineering primers from fabrication and lubrication authorities, which explain cavitation erosion and unstable behavior under poor pressure control, such as the practical notes in Thuren Fabrication’s shock information and the cavitation wear explainer by Machinery Lubrication published in the 2000s–2010s era Thuren shock information, cavitation wear overview.
Sealing that survives mud and water
For the CRF450L scenario—frequent water crossings and abrasive mud—seal choice and stack design are as important as valving. Use a robust wiper to keep grit out, specify a primary oil seal material that resists hydrolysis and abrasion, and consider a secondary barrier for extreme slop rides.
- Multi‑lip wipers and cassette‑style stacks isolate contaminants before they touch the primary seal. Off‑highway sealing catalogs provide proven geometries for contaminated environments; SKF’s off‑highway brochure documents Mudblock and cassette systems designed for heavy contamination, while Parker’s EPS guide outlines material and profile selection for dynamic hydraulic sealing. See the 2023 and evergreen catalog summaries for frameworks and material maps in the SKF off‑highway sealing brochure and Parker EPS seal design guide SKF off‑highway sealing solutions, Parker EPS 5370 guide.
- Add a secondary barrier like a labyrinth boot or bellows for prolonged mud exposure. It’s cheap insurance that reduces abrasive load on the primary lips.
- Service smart: avoid high‑pressure washing directly at the wiper, clean the shaft before it retracts, and inspect for nicks that would cut seals—little habits that pay back in months of added life.
Materials and surfaces that protect performance
Two surfaces dictate long‑term seal life and stability: the rod and the body. On aluminum bodies and pistons, Type III hard anodizing provides wear resistance and aids corrosion control when sealed correctly; common practice ranges for rugged service are on the order of tens of micrometers and must be set by drawing and specification. On rods, hard chrome or DLC with a low, uniform surface roughness reduces friction and abrasion.

Authoritative finishing and aerospace resources describe typical hard‑anodize regimes and sealing expectations; for example, industry summaries of MIL‑PRF‑8625 Type III call out thickness bands used in rugged applications, with customers often specifying values in the mid‑range to balance wear resistance with dimensional control. For public overviews of practice and ranges, see the hardcoat anodizing process summary by Precision Coating and a research article referencing legacy 336‑hour neutral salt spray guidance in older MIL specs where sealing is required hardcoat practice overview, MIL anodize reference via PMC article.
Key takeaways for surfaces and materials:
- Specify coating thickness and seal state per drawing and verify with cross‑section micrographs and thickness gauges. Record microhardness where required.
- For rod finish, use a low, consistent Ra with plateau characteristics that support lubrication without cutting seals. Confirm exact Ra/Rz targets with your seal supplier’s catalog before publishing a number.
Manufacturing and quality control that prevent early failure
Durability is built at the machine and proven on the bench. For critical wear and flow parts, maintain tight bore roundness and concentricity, hone to the specified finish, and record piston‑to‑bore clearances for traceability. Inspect rod straightness and surface finish with calibrated equipment. Validate coating thickness and adhesion on every batch. On exposed components and fasteners, apply a corrosion program and verify with neutral salt spray.
When you claim corrosion resistance, align your testing to widely recognized methods and cite them. Neutral salt spray (ASTM B117 at 5% NaCl and 35°C) and the ISO 9227 family are common test methods used across transportation and machinery. Acceptance hours should come from your drawing or customer specification, not from a generic chart; still, the method parameters are well documented in standards explainers used by labs and test equipment makers ASTM B117 method explainer.
YZ250F worked example for heat and fade control
On a hot sand track, high shaft speeds and long whoop sections shove heat into the shock quickly. A practical upgrade path is to increase oil volume and stabilize gas pressure with a piggyback or remote reservoir, select a high‑VI oil verified by datasheet, and validate the setup on a dyno with defined thermal cycling.
- Start with a baseline dyno sweep at ambient oil temperature to capture the force–velocity curve.
- Run a high‑frequency cycle to raise oil temperature by a defined increment, then repeat the sweep. Compare damping retention and hysteresis area.
- Adjust bleed and high‑speed shim stack to recover the target curve shape at temperature.
- Set and document nitrogen charge per the official Yamaha service manual for the specific YZ250F model year; do not rely on generic numbers.
For an overview of disciplined OEM/ODM shock development workflows—from rider brief to SOP and dyno validation—see the process outline on the Kingham Tech OEM and ODM development page, which details how production‑grade validation is organized for suspension programs motorcycle suspension OEM and ODM development.
CRF450L worked example for sealing and ingress protection
For dual‑sport days with water crossings and gritty climbs, build a seal stack that expects contamination. Choose a robust multi‑lip wiper with a compatible primary oil seal material. If the riding plan includes long mud sections, add a secondary labyrinth boot. After rides, clean the shaft before storage to keep debris from being pulled past the lips. When assembling, use the Honda CRF450L service manual for exact torque values on mounts and for any seal service procedures, and record surface finish measurements on the rod and bore to prove compatibility with your chosen seals.
Supplement sealing work with a corrosion plan on external hardware and housings. Validate with a neutral salt spray exposure appropriate to your coating system and document pass/fail criteria in your drawings.
Validation methods that make claims auditable
You can’t manage what you don’t measure. Treat durability claims as testable and central to off-road shock absorber durability over time.
- Shock dyno thermal‑fade SOP: define velocity nodes, record ambient curve, heat with a standardized cycle to a target oil temperature rise, repeat curve, and document force retention and hysteresis growth.
- Cavitation and aeration checks: after high‑frequency cycling, inspect oil for bubbles and examine dyno traces for erratic force. Re‑check gas charge before teardown.
- Coating verification: capture cross‑section micrographs with scale bars, thickness measurements, seal state, and microhardness when specified.
- Corrosion testing: run ASTM B117 or ISO 9227 per drawing; photograph intervals and record failure modes.
- Fatigue cycling: specify hours, frequency, and amplitude that reflect field duty; acceptance should include limits on force drift and leaks.
Example of supplier support in practice
As an OEM or aftermarket brand scales a YZ250F or CRF450L program, a manufacturing partner that controls machining, hard‑anodizing, and bench validation under one roof can simplify PPAP‑style approval. For example, a supplier such as Kingham Tech can provide hard‑anodized bodies with documented thickness and seal state, rods finished to the requested roughness band, and batch‑level dyno checks against customer curves, along with clear SOPs for nitrogen charging and final inspection. See the company’s overview of rear shock configurations for a sense of supported architectures and features rear shock absorbers overview. Mentions here are illustrative; always align specifications and validation to your own drawings and manuals.
What to verify before you print numbers
- Nitrogen pre‑charge: use the Yamaha YZ250F or Honda CRF450L official service manual for the exact model year.
- Oil selection: publish viscosity‑temperature data and anti‑foam performance from the supplier’s datasheet.
- Surface finish targets: cite the seal supplier catalog that matches your selected materials and profiles.
- Hard‑anodize thickness and seal state: reference the applicable clause in your chosen specification and show measurement evidence.
Closing and next steps
Build durability into the design, prove it in the lab, and maintain it in service. If you need end‑to‑end OEM or ODM support to execute the workflow described here, visit the Kingham Tech OEM and ODM partner page to start a technical discussion: https://www.kinghamtech.com/oem-odm-partner/